How Go3D and IIT Guwahati Repaired a Damaged Marine Propeller Using WAAM — Instead of Replacing It

When a marine propeller gets damaged — a chipped blade edge, a crack running through the body, a worn-out section from years of operation — the conventional answer is expensive and slow: replace it.
A new propeller means weeks of lead time, casting costs, and often six figures in expenditure. For a vessel sitting idle at port, every day matters.
Go3D Innovation LLP and IIT Guwahati asked a different question: what if you could repair it instead — with metal 3D printing?
The answer is GoAero WAAM. And the results, validated by full metallurgical analysis, are extraordinary.
The Damaged Propeller: What We Were Working With
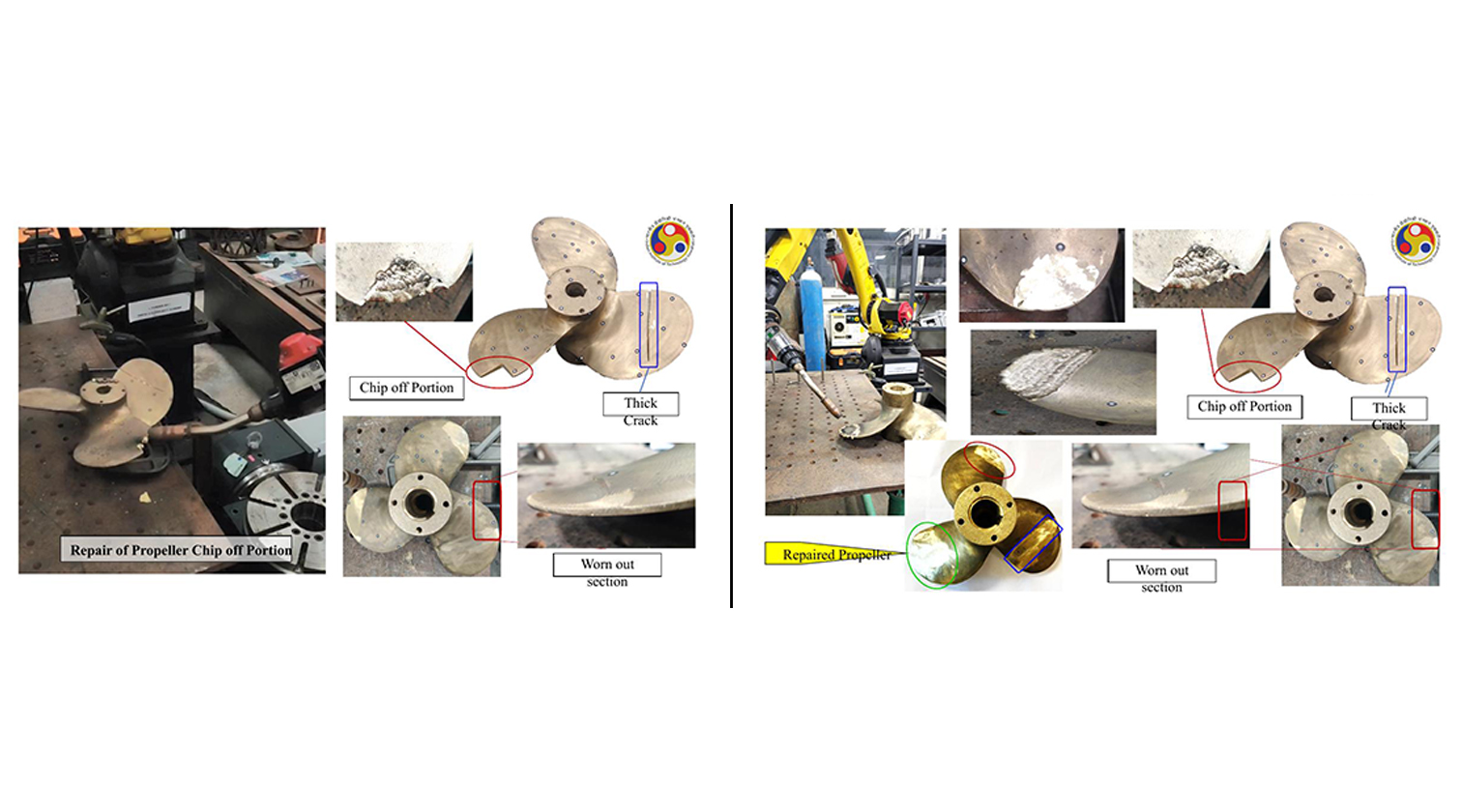
The propeller brought to the GoAero WAAM setup had three distinct failure zones — each a common real-world failure mode for marine and industrial propellers:
1. Chip-off portion — A section of the blade had physically broken away, leaving a jagged, irregular edge. In service, this creates turbulence, vibration, and rapid further degradation.
2. Thick crack — A structural crack running through the blade body. Left unrepaired, this propagates under the cyclic loading of marine operation until catastrophic failure.
3. Worn-out section — A blade edge worn thin from cavitation and abrasion — below the minimum thickness required for structural integrity and hydrodynamic performance.
All three failure modes on a single propeller. The traditional answer: scrap and replace.
The Material Challenge: Nickel Aluminium Bronze on Brass
Marine propellers are made from copper alloys — most commonly Nickel Aluminium Bronze (NAB) or brass. These materials are chosen for their corrosion resistance in seawater, but they are notoriously difficult to weld and repair.
The challenge in this repair was achieving strong, crack-free metallurgical bonding between:
- Base material: Brass (the existing propeller body)
- Deposited material: ER CuNiAl — Nickel Aluminium Bronze wire, the industry-standard marine alloy for propeller repair
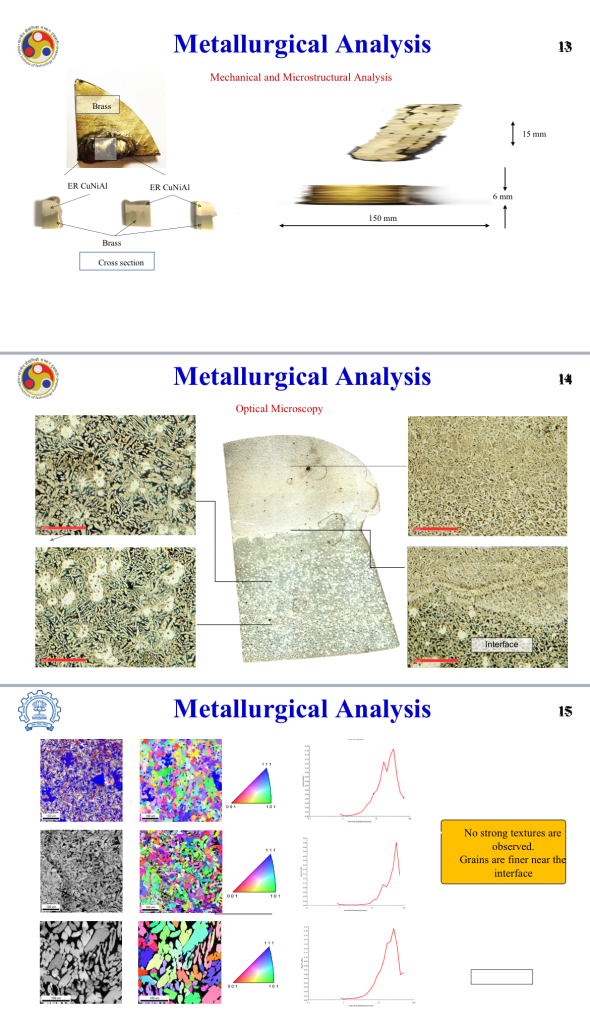
The deposition zone was 150mm long × 6mm wide × 15mm deep — precisely the dimensions of the damage that needed to be rebuilt.
Getting this right requires more than just melting wire onto a surface. The thermal input, travel speed, inter-pass temperature, and shielding gas all have to be precisely controlled to avoid hot cracking at the interface, porosity in the deposited layers, distortion of the blade geometry, and residual stress that could cause post-repair cracking.
This is exactly what GoAero WAAM — with its intelligent toolpath planning and deposition control — is designed to manage.
The Repair Process: GoAero WAAM in Action
The repair was carried out jointly by Go3D Innovation LLP and IIT Guwahati’s research team, using the GoAero WAAM robotic setup — a 6-axis robot arm with precision arc welding deposition controlled by GoAero Software.
Step 1: 3D Scanning and Damage Assessment. The damaged propeller was first scanned using a 3D scanner to create a precise digital model of the current geometry. This was compared against the original CAD specification to map exactly how much material needed to be added — and where.
Step 2: Toolpath Generation in GoAero Software. GoAero Software generated the deposition toolpath automatically from the scan data. The curved, complex geometry of a propeller blade — with its variable pitch, thickness, and draft angles — requires non-planar, multi-axis toolpath planning. GoAero’s patented algorithms handled this without manual robot programming.
Step 3: WAAM Deposition. The robot deposited ER CuNiAl wire layer by layer across the three damage zones. The process rebuilt the chip-off section, filled the crack, and restored the worn blade edge to its original profile — all in a single controlled deposition sequence.
Step 4: Dimensional Verification — C2M Analysis. After deposition, the repaired propeller was re-scanned and the result compared to the original CAD using C2M (CAD-to-Mesh) signed distance analysis.

Before-and-after comparison. Right: the C2M (CAD-to-Mesh) signed distance map showing that the repaired geometry matches the original CAD specification across more than 90% of the blade surface (green zones), with only minor deviation at one localised point flagged for light post-machining.
The colour deviation map tells the story visually:
- Green zones (majority of blade surface): Within ±6mm of original CAD — dimensionally accurate repair
- Red zone (one small area at blade tip): Minor deviation flagged for light post-machining
- Blue zones: Minimal, indicating no significant under-deposition
The result: a repaired propeller that matches its original geometry across more than 90% of the blade surface, with only minor post-machining required at one localised point.
Metallurgical Validation: The Science Behind the Repair
This is where the IIT Guwahati research team’s work becomes critical — and where this case study goes beyond a simple before-and-after.
Full metallurgical characterisation was performed on the repair to validate structural integrity. Three independent analyses were conducted.
Cross-section analysis of the repaired zone. Left: the ER CuNiAl deposit bonded to the brass base material — 150mm × 6mm × 15mm deposition geometry. Right: optical microscopy of the interface zone showing clean, continuous bonding with no porosity or cracking.
1. Optical Microscopy — Interface Quality
Cross-section analysis of the repaired zone under optical microscopy confirmed:
- Clean, continuous bonding between the brass base material and the ER CuNiAl deposit
- No visible porosity, hot cracks, or delamination at the interface
- Consistent microstructure through the deposited layers
The interface — the most critical zone in any repair — showed full metallurgical fusion with no defects.
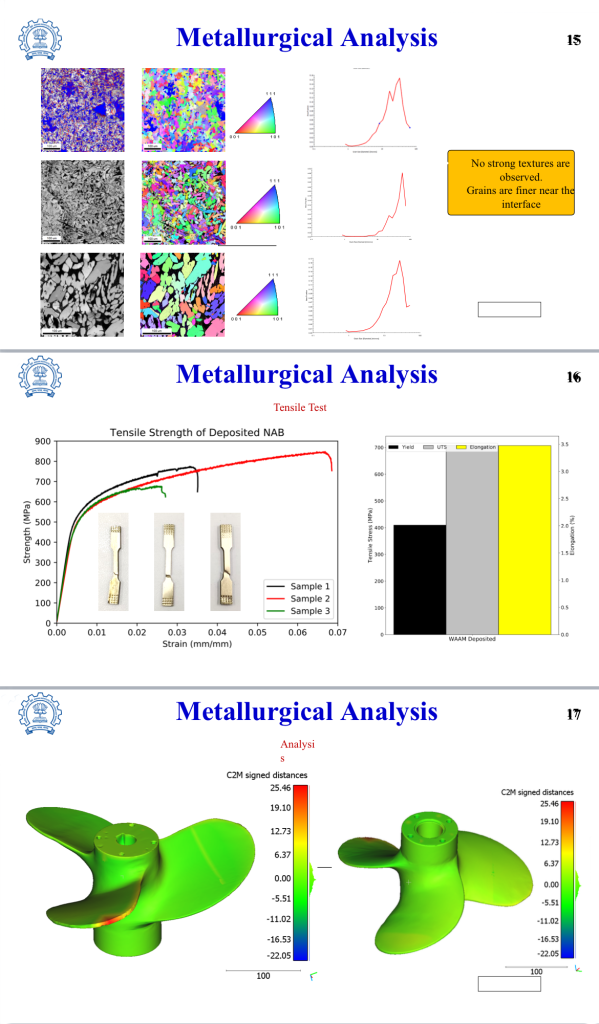
2. EBSD Analysis — Grain Structure
Electron Backscatter Diffraction (EBSD) mapping was performed across three zones: the deposited material, the interface, and the original base material.
Key findings:
- No strong crystallographic textures observed — the deposit does not have preferential grain orientation that could create anisotropic weakness
- Grains are finer near the interface — a result of the higher cooling rate at the bond zone, which is a positive outcome indicating better mechanical properties at the critical joint
- Grain structure is uniform and consistent through the deposit thickness
3. Tensile Testing — Mechanical Properties
Top: tensile test results across three samples showing consistent, reproducible mechanical properties (UTS ~800 MPa, Yield ~400 MPa, Elongation ~3.5%). Bottom: full C2M dimensional verification of the repaired propeller from two viewing angles.
Three tensile specimens were machined from the deposited NAB material and tested. Results:
| Property | Value |
|---|---|
| Ultimate Tensile Strength (UTS) | ~800 MPa |
| Yield Strength | ~400 MPa |
| Elongation | ~3.5% |
All three samples showed consistent, reproducible results — confirming the WAAM deposit meets or exceeds standard NAB mechanical property requirements for marine propeller service.
For context: cast NAB propellers typically achieve UTS of 590–640 MPa. The WAAM-deposited material at ~800 MPa UTS exceeds the cast specification — meaning the repaired section is actually stronger than the original cast material.
Why This Matters: Repair vs Replace
The economics of propeller repair vs replacement are significant — and favour repair decisively when the technology is available.
| Factor | Replacement | WAAM Repair |
|---|---|---|
| Lead time | 6–12 weeks (casting + machining) | Days to weeks |
| Cost | ₹5–50 Lakhs depending on size | Fraction of replacement cost |
| Material waste | Full propeller scrapped | Only damaged zones addressed |
| Vessel downtime | Full lead time | Repair duration only |
| Geometry accuracy | New casting tolerances | CAD-matched via C2M validation |
| Mechanical properties | Cast NAB: ~590–640 MPa UTS | WAAM NAB: ~800 MPa UTS |
For ship operators, port authorities, offshore platforms, and naval facilities, the ability to repair rather than replace propellers — with metallurgical validation — is a transformational capability.
Applications Beyond Propellers
The same GoAero WAAM process applies directly to a wide range of high-value marine, industrial, and defence components:
Marine & Offshore: Ship propellers (all sizes), impellers and pump components, rudder components, offshore platform structural repairs.
Defence & Naval: Naval vessel propulsion components, ordnance and weapon system components, on-site repair of critical spares — eliminating import dependency.
Heavy Engineering & Oil & Gas: Turbine blade repair, valve and flange restoration, compressor impeller repair, large structural component repair.
The GoAero WAAM Advantage for Repair Applications
What makes GoAero WAAM particularly suited to repair — as opposed to generic welding or conventional metal deposition — is the combination of:
1. Intelligent toolpath generation. GoAero Software generates non-planar, multi-axis toolpaths that follow complex curved geometries automatically. Repairing a propeller blade with conventional welding requires a highly skilled welder working freehand. GoAero WAAM replaces manual skill with precise robotic control.
2. Dimensional validation integration. The scan → deposit → re-scan → C2M analysis workflow means every repair comes with quantified dimensional accuracy data. You know exactly how close the repair is to the original specification — not just visually, but geometrically.
3. Process control for dissimilar alloys. Depositing ER CuNiAl onto a brass base is a dissimilar-material join — one of the most challenging scenarios in welding and repair. GoAero WAAM’s controlled thermal input and inter-pass management achieves this without the cracking and porosity risks of manual welding.
4. Indian manufacturing, Indian support. GoAero WAAM is developed and supported by Go3D Innovation LLP in India — with 3 granted Indian patents on the core toolpath technology. No foreign service dependency. No import delays.
About This Collaboration
This propeller repair was carried out jointly by Go3D Innovation LLP and IIT Guwahati’s Technology Innovation Hub, in collaboration with the Indo-German Science and Technology Centre (IGSTC). The IIT Guwahati team performed the full metallurgical characterisation — optical microscopy, EBSD grain analysis, and tensile testing — validating the repair to research publication standards.
IIT Guwahati is one of five Indian Institutes of Technology where GoAero WAAM systems are currently installed and actively used for research and industrial applications.
Interested in WAAM for Your Repair or Production Application?
Go3D Innovation LLP provides GoAero WAAM systems for:
- Industrial repair applications (propellers, impellers, valves, structural components)
- New part production (aerospace, defence, heavy engineering)
- Research and development (academic labs, government R&D)
Frequently Asked Questions
What materials can GoAero WAAM deposit for repair applications?
GoAero WAAM supports a wide range of wire feedstocks including mild steel, stainless steel, Nickel Aluminium Bronze (ER CuNiAl), aluminium alloys, titanium (Ti-6Al-4V), Inconel, and Hastelloy. Material selection depends on the base component and service environment.
Can WAAM repair components with complex curved geometries like propeller blades?
Yes — this is one of GoAero WAAM’s core strengths. GoAero Software generates non-planar, multi-axis toolpaths that follow complex curved surfaces automatically.
How is the dimensional accuracy of the repair verified?
Using C2M (CAD-to-Mesh) signed distance analysis. The repaired component is 3D scanned and the result compared to the original CAD model. A colour deviation map shows exactly where the repair is within specification — and where minor post-machining may be needed.
Is WAAM repair structurally as strong as the original component?
In this propeller repair, the WAAM-deposited NAB material achieved ~800 MPa UTS — exceeding the typical cast NAB specification of 590–640 MPa.
What size components can GoAero WAAM repair?
The reference GoAero WAAM configuration supports components up to approximately 1.5m robot reach. Larger components can be accommodated with external positioners or turntable setups (6+2 axis configuration).
How long does a WAAM repair typically take?
Repair time depends on the volume of material to be deposited and the complexity of the geometry. Simple repairs can be completed in hours; complex multi-zone repairs like this propeller typically take 1–3 days including scanning, deposition, and re-verification.
Is Go3D WAAM available for naval and defence applications?
Yes. Go3D Innovation LLP is a DIPP-certified Indian startup with active relationships with DRDO and HAL. GoAero WAAM is directly aligned with Atmanirbhar Bharat and iDEX objectives for indigenous defence manufacturing capability.
This repair was carried out jointly by Go3D Innovation LLP and IIT Guwahati Technology Innovation Hub, with support from the Indo-German Science and Technology Centre (IGSTC). Metallurgical characterisation performed by the IIT Guwahati research team.
Go3D Innovation LLP, Gandhinagar, Gujarat, India. | 3 Granted Indian Patents | DIPP Certified Startup | Make in India

