From CAD to Life-Size Lion Mascot: How the Go3D BX 1200 Is Changing Sculpture and Idol Making in India


There’s a new sculpture standing on a rooftop in Gandhinagar.
A six-foot lion mascot — fist raised in a victory pose, wearing a blue jersey, painted with hand-finished detail. The kind of figure you’d expect to see at the entrance of a stadium, a college campus, or a corporate event.
What you wouldn’t expect: it didn’t start as a block of clay or a thermocol carving. It started as a CAD file — and was printed in pieces on a Go3D BX 1200, a large-format industrial 3D printer made in India.
This is the case study of how that mascot came to life. And more importantly, how the same workflow is now available to every sculptor, idol maker, and creative studio in India.
The Old Way: Why Traditional Sculpture Making Was Holding India Back
For centuries, India has been one of the world’s great centres of sculpture. Pen, Maharashtra produces millions of Ganesh idols annually. Kumartuli in Kolkata is the heart of Durga puja idol making. Swamimalai in Tamil Nadu is renowned for bronze deity casting. Behind every one of these clusters: skilled artisans, hand-shaping clay, plaster, or thermocol over weeks or months.
This traditional craft is beautiful — but it has serious limitations for modern commercial work:
1. Time is fixed by hand-skill speed. A skilled sculptor can only work as fast as their hands allow. A 5-foot mascot or idol takes 2 to 6 weeks of pure sculpting work, before any finishing.
2. Replication is unreliable. Need 10 identical mascots for a multi-city event? Each one will be slightly different — because each is hand-made. Mould-based replication helps, but moulds themselves need to be made first, adding weeks.
3. Skilled artisans are getting harder to find. The artisan workforce is ageing. Younger generations are moving to other professions. The supply of skilled hands is shrinking — and prices are rising.
4. Design changes mean starting over. A small design change after the sculpture is half-built often means redoing significant work. Iteration is expensive and slow.
5. Scaling is mathematically difficult. Need the same design at 3 feet, 5 feet, and 8 feet for different venues? In traditional sculpting, that’s three completely separate jobs. In CAD, it’s a parameter change.
The result: commercial sculpture work is expensive, slow, and dependent on a shrinking pool of artisans. For every event organiser, builder, brand, or government agency that wants custom sculptures at scale — the existing supply chain is breaking down.
The New Way: CAD → 3D Print → Paint → Install
Now look at how the lion mascot above was made.
Step 1: CAD Design
The mascot was designed in 3D modelling software — exact poses, exact proportions, exact stylistic choices. Every detail decided digitally before any physical work began. Design changes? Just edit the CAD file.
Step 2: Sectioning for Print
A 5–6 foot mascot is bigger than any FDM build volume. So the design was sectioned into manageable parts — head, torso, arms, legs — that fit within the BX 1200’s 1200 × 1000 × 1200 mm build volume. This sectioning is automatic in modern slicing software.
Step 3: 3D Printing on the BX 1200
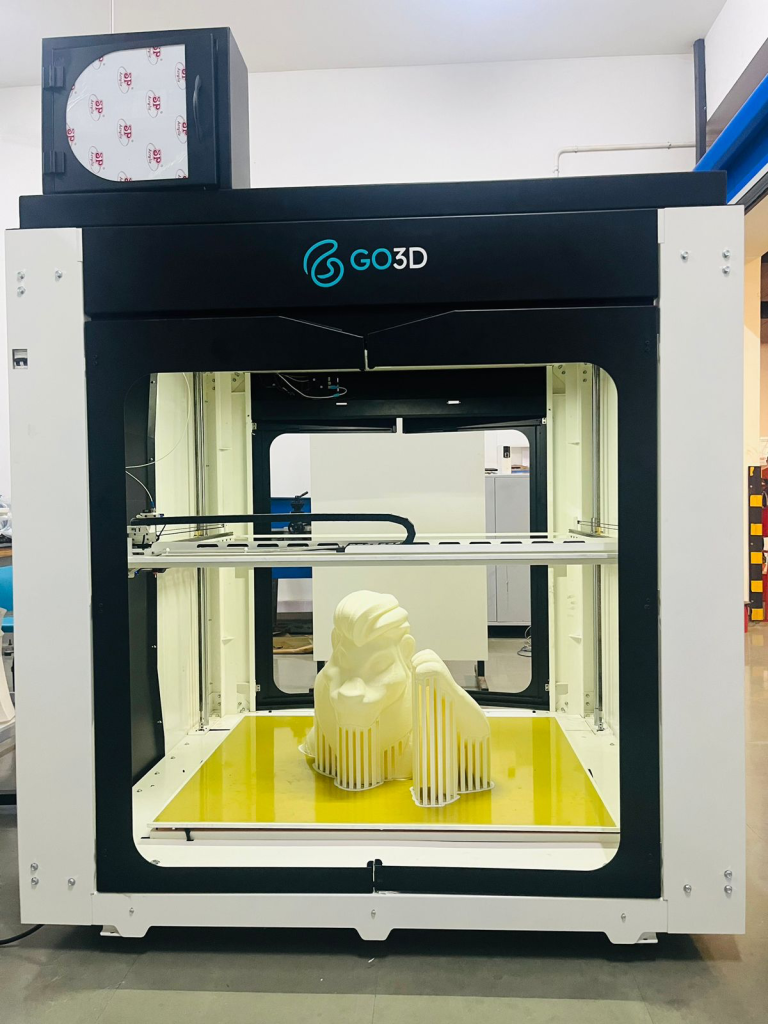
Each section was printed in white PLA on the Go3D BX 1200 — Go3D Innovation’s flagship industrial-grade FDM 3D printer, manufactured in Gandhinagar, Gujarat. The printer ran continuously across multiple build cycles to produce all sections.
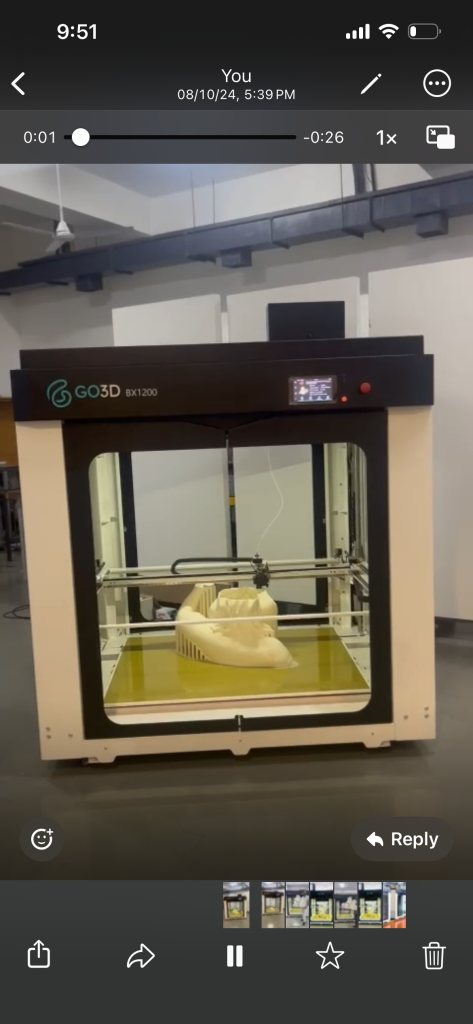
The Go3D BX 1200 mid-print — a sculpture section being built layer by layer on the 1200 × 1000 × 1200 mm build plate. The machine runs continuously and unattended.
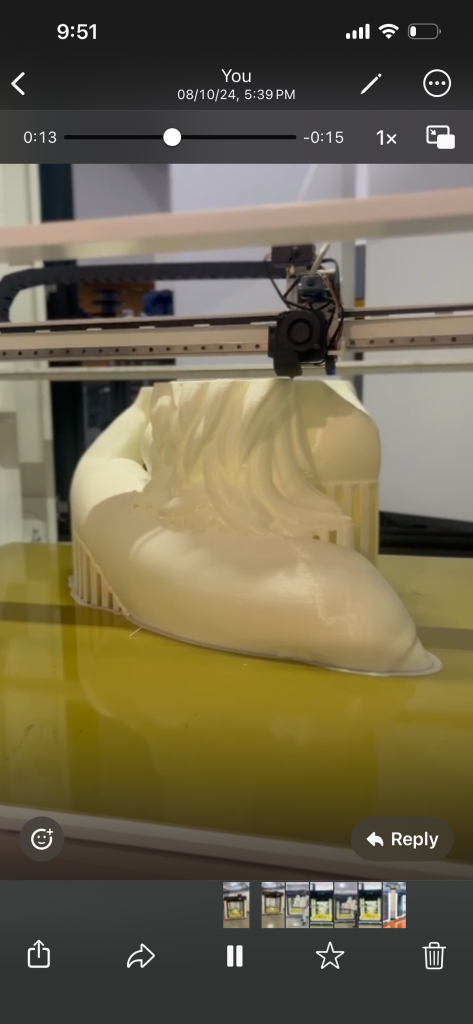
Close-up of the print head depositing white PLA layer by layer. Fine geometric detail — including the flowing hair on the mascot — is captured directly from the CAD file.
The Go3D BX 1200’s enclosed chamber maintains thermal stability for consistent multi-day prints — essential for large sculpture sections that print for 24+ hours each.
Step 4: Assembly
The 3D printed parts — head, torso, arms, legs, hair, clothing details — were joined together using standard adhesives and assembly techniques. The result is a full structural mascot in unfinished white PLA.

The 3D printed sections coming off the BX 1200 — head and body components in white PLA, ready for assembly and finishing.
Step 5: Putty and Surface Finishing
A thin layer of putty was applied over the assembled sculpture to fill any layer lines and create a smooth surface ready for painting. This is the same finishing process traditional sculpture uses — just applied to a 3D printed substrate instead of clay or fibreglass.
Step 6: Painting and Final Detailing
The finishing artist painted the mascot — brown fur, blue jersey, white shoes with stripes, expressive facial features. Hand-finishing brought the personality to life.
Step 7: Installation
The completed mascot was moved to its display location — in this case, a Gandhinagar rooftop. Ready for use. Total elapsed time: dramatically less than the equivalent traditional sculpture.
What Changed: Three Things This Workflow Saves
1. Dramatic Time Savings
What previously took weeks of hand-sculpting now happens in days of automated printing. The BX 1200 runs unattended overnight and on weekends. The artisan’s time is freed up to focus on the high-value steps: design refinement, putty finishing, and painting — not the slow shape-building phase.
For commercial timelines, this is transformational. An event 4 weeks away that previously couldn’t accommodate a custom mascot now can.
2. Reduced Dependency on Specialist Sculptors
The 3D printer doesn’t need a master sculptor. It needs a CAD designer (a skill far more available in India today than master sculpting) and a finishing artist. The structural sculpting work — the hardest part to recruit for — is replaced by automated printing.
This means studios can take on more work without proportionally hiring more master artisans. It means small studios can compete with established workshops. It means design students and digital artists can enter the sculpture business.
3. Cost Reduction at Scale
The combined effect of faster turnaround and reduced specialist labour requirement means significant cost reduction — particularly on multi-piece orders. A run of 10 identical mascots for a multi-city campaign requires 10 identical print jobs, not 10 separate hand-sculpting cycles. Replication is essentially free in 3D printing.
For event organisers, brand campaigns, and government commissions, this changes the economics of large-scale sculpture work entirely.
What the BX 1200 Brings to Sculpture Work
| Feature | Specification | Why it matters for sculpture |
|---|---|---|
| Build volume | 1200 × 1000 × 1200 mm | Largest FDM build volume in its class — sections can be larger, fewer joints |
| Technology | FDM / FFF | Compatible with low-cost PLA, PETG, and PLA-CF |
| Material | PLA, PLA Pro, PETG, PLA-CF | PLA is ideal for sculpture — easy to putty, sand, and paint |
| Operation | Industrial-grade, runs unattended | 24/7 production capability — print overnight, weekend |
| Origin | Manufactured in India | Local support, no import duty, available service across India |
For idol makers in Pen, Kumartuli, and Swamimalai — and for sculpture studios and event production companies across India — the BX 1200 is the single piece of equipment that makes this entire new workflow possible.
Beyond Mascots: What Else Can Be Made
The lion mascot in this case study is just one example. The same BX 1200 + putty + paint workflow applies to virtually any large sculpture or idol:
Religious idols: Ganesh idols (Pen cluster), Durga and Kali idols (Kumartuli style), deity statues, temple decorative sculptures, festival-specific idols.
Commercial sculpture: Event mascots and brand characters, stadium and venue sculptures, real estate showroom display pieces, theme park figures and props, restaurant and retail display pieces.
Public art and architecture: Plaza and entrance sculptures, memorial figures, architectural ornamentation, urban art installations.
Film, TV, and entertainment: Movie set props and creatures, animation studio reference models, theatre production pieces, cosplay and convention pieces.
Education: Anatomical and biological models, architectural scale models, heritage replicas for museums and schools.
Tradition Meets Technology
Some sculptors worry that 3D printing replaces craftsmanship. We see it differently — and so do the studios and idol makers who are adopting it.
The BX 1200 doesn’t replace the artist. It replaces the slow, repetitive, structural shape-building phase of the work — the part that’s hardest to recruit for, slowest to do, and most physically taxing on artisans.
What remains — and what becomes the artisan’s full focus — is the high-value creative work: design, finishing, painting, and detail work. This is the work that defines the artistry of Indian sculpture, and the work no machine can replace.
The result is a workflow where:
- The CAD designer brings digital precision
- The 3D printer brings speed and consistency
- The finishing artist brings the soul
Together, they produce work that’s faster than tradition alone, more consistent than hand-work alone, and more economical than either path could achieve in isolation.
Making This Work for Your Studio
If you’re an idol maker, sculptor, event production company, builder, brand, or studio looking to bring large-format 3D printing into your work, here’s how to start:
1. Identify your current bottleneck. Are you turning down work because timelines don’t fit? Are large-volume orders unprofitable? Is finding skilled sculptors getting harder? Each of these is a 3D printing opportunity.
2. Start with a pilot project. Pick one upcoming sculpture project — ideally one with a tight deadline or replication requirement — and run it through the new workflow as a pilot.
3. Get the right machine. For large sculpture work, the build volume of the printer is the critical specification. The BX 1200 (1200 × 1000 × 1200 mm) is purpose-built for this category. For smaller pieces, the BX 700 (700 × 500 × 500 mm) is appropriate.
4. Set up the finishing workflow. Putty application and painting techniques transfer directly from traditional sculpture. Your existing finishing team can adapt within days.
5. Talk to Go3D. We’ve helped multiple sculpture studios, idol makers, and event production companies implement this workflow. We can advise on machine selection, materials, software, and finishing techniques specific to your work.
Frequently Asked Questions
How big a sculpture can the BX 1200 print in one piece?
Up to 1200 × 1000 × 1200 mm — roughly 4 × 3.3 × 4 feet — in a single continuous print. For larger sculptures (5 feet, 6 feet, or larger), the design is sectioned into multiple parts and assembled after printing. This is standard practice and the joints are easily concealed during finishing.
Which material is best for sculpture and idol work?
PLA and PLA Pro are the most common choices. They’re affordable, easy to putty and paint, and have excellent dimensional stability. For outdoor sculptures requiring UV and temperature resistance, PETG or ASA can be used.
Will the printed sculpture have visible layer lines?
Yes — like all FDM 3D prints. However, layer lines disappear completely after putty application and painting. The finishing process is identical to that used on traditional fibreglass or thermocol sculptures.
Can the printed sculpture be used outdoors?
Yes, with appropriate finishing. Putty + primer + outdoor-grade paint provides weather resistance. For very long-term outdoor use, materials like ASA (UV-resistant) or surface treatments like fibreglass coating can be applied.
Is 3D printing cheaper than traditional sculpting?
For one-off custom pieces, costs are comparable but timelines are dramatically faster. For replicated pieces (multiple identical sculptures), 3D printing is significantly cheaper because each replication is just a print job, not a new round of hand-sculpting.
Do I need to know CAD to use this workflow?
You need access to CAD design — either an in-house designer, a freelance designer, or a CAD service. Many sculpture studios partner with CAD designers for this stage. Go3D can also recommend CAD design partners who specialise in sculpture work.
How does this compare to thermocol or clay sculpting?
Thermocol is fast but extremely fragile and not durable. Clay is durable but slow and difficult to replicate. 3D printed PLA is durable like fibreglass, fast like thermocol, and can be replicated indefinitely from the same digital file — a unique combination of advantages.
Can I see the BX 1200 in operation before buying?
Absolutely. We welcome visits to our Gandhinagar facility, and we offer demo prints of customer-supplied designs. Contact us to arrange.
Does Go3D support sculptors with training?
Yes. Every BX 1200 installation includes operator training, software setup, and ongoing technical support. We also provide guidance on putty, finishing, and painting techniques specific to 3D printed sculpture.
Featured project: 3D printed and finished mascot sculpture, produced on the Go3D BX 1200. Sectioned in CAD, printed in PLA, finished with putty and acrylic paint, installed in Gandhinagar, Gujarat.
Go3D Innovation LLP, Gandhinagar, Gujarat, India. | DIPP Certified Startup | Make in India | 3 Granted Indian Patents