How a Thermocol Packaging Manufacturer Eliminated Tool Breakage and Cut Pattern Costs by 50% with 3D Printing


Every foundry owner knows the feeling.
You’ve just finished a casting run — and the VMC operator walks in with a broken tool in his hand. Again. The fourth one this month. And the root cause is always the same: the pattern wasn’t accurate enough.
This is the story of how Ganga Thermopack solved that problem permanently — with a Go3D BX 700 and a roll of PLA Pro filament.
Who Is Ganga Thermopack?
Ganga Thermopack is a manufacturer of precision thermocol packaging and tooling — producing moulds used in packaging for coolers, washing machines, and consumer appliances. Their work demands accuracy: the packaging moulds they produce must match exact dimensions, and the aluminium castings that form those moulds must come out right every time.
For years, pattern making was their biggest operational headache.
The Problem: Wooden and Thermocol Patterns Were Destroying Productivity
Before Go3D, Ganga Thermopack used two types of patterns for their aluminium casting process: wooden patterns and thermocol patterns. Both created serious problems.
Wooden Patterns
Wooden patterns are the traditional choice for sand casting. The problem is that wood warps, shrinks, and is hand-crafted — meaning dimensional consistency from one pattern to the next is never guaranteed.
At Ganga Thermopack, this showed up as:
- Dimensional inaccuracies — patterns deviated from the CAD design, leading to unpredictable casting dimensions
- Uncontrolled machining margins — excess material stock remained on cast parts, forcing VMC operators to remove more material than planned
- Frequent tool breakage — when the casting dimensions were off, cutting tools hit unexpected material and snapped
Thermocol Patterns
Thermocol was cheaper and faster to make — but even less reliable.
- Pattern distortion and bending — the soft material deformed during sand compaction, producing warped or bent castings
- Severe tool breakage — approximately 4 to 5 expensive cutting tools broken per job, directly attributable to dimensional errors from the thermocol patterns
- Production downtime — each broken tool meant stopping the VMC machine, replacing the tool, resetting the program, and restarting
The financial impact was significant. Beyond the direct cost of broken tools, every stoppage meant delayed deliveries and overtime. The root cause — pattern inaccuracy — was never being fixed, only managed.
The Solution: In-House FDM 3D Printing with Go3D BX 700
Ganga Thermopack installed a Go3D BX 700 — an industrial FDM 3D printer with a 700 × 500 × 500 mm build volume — specifically to replace their pattern-making process.
The material of choice: PLA Pro — cost-effective, dimensionally stable, and rigid enough for repeated sand casting use.

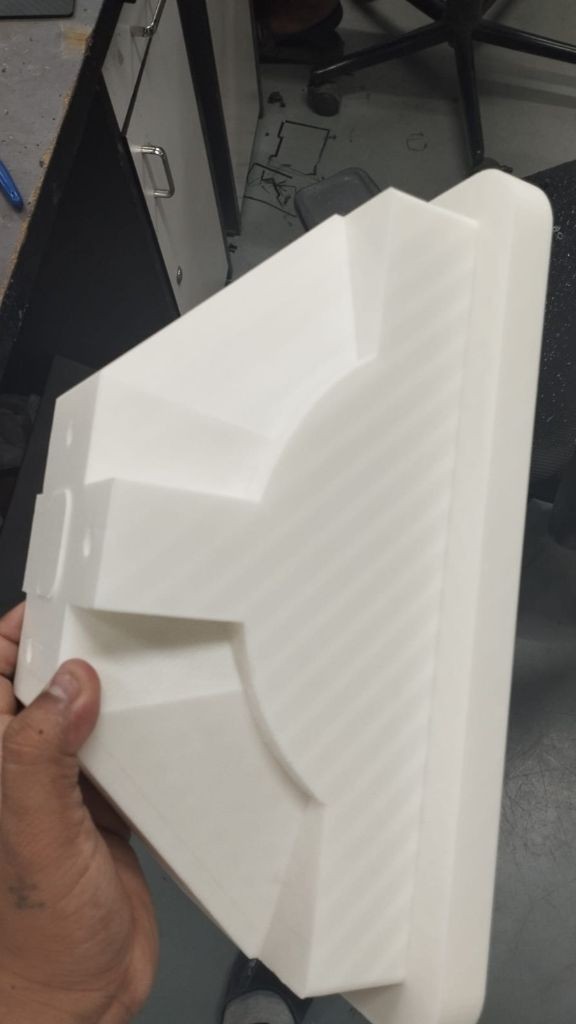
A 3D printed PLA Pro pattern produced on the Go3D BX 700. The hollow cavity is formed by the printing, eliminating excess machining margins.
How the New Workflow Works
The transition simplified their entire process into a single, integrated flow:
CAD Design → 3D Print (Go3D BX 700) → Sand Casting → VMC Machining
A single designer now manages the entire workflow end-to-end: designing the pattern in CAD, sending it to the BX 700, supervising the print, and generating the VMC machining program for the finished casting. No external pattern vendor. No skilled pattern maker dependency. No waiting.
Complex curved geometries that would distort in thermocol patterns are produced consistently in 3D printed PLA Pro.
Print Settings That Work
Through production experience, Ganga Thermopack’s team developed a set of optimal parameters for casting patterns:
| Parameter | Setting |
|---|---|
| Nozzle size | 0.6 mm |
| Layer height | 0.4 mm |
| Wall count | 3 walls |
| Infill density | 8% |
| Material | PLA Pro |
These settings deliver rapid print times without compromising pattern usability. Importantly, the layer lines from 0.4 mm layer height do not affect the cast surface — no sanding required before use. Each pattern produced at these settings is durable enough for 30 to 40 aluminium castings before needing replacement.
Best Practices Learned on the Shop Floor
Three critical practices emerged from production experience:
1. Draft angles are non-negotiable. Sufficient draft angles must be built into the CAD design before printing. Correct draft angles ensure clean pattern removal from the sand mould — resulting in better surface finish and higher casting success rates.
2. Print large patterns as a single piece. Multi-part assemblies glued together create a risk of differential shrinkage — the pattern bends at the joint. Wherever the build volume allows, printing as one piece eliminates this risk entirely.
3. Use a 0.6 mm nozzle for large patterns. The larger nozzle deposits more material per pass, dramatically reducing print time on large patterns without any meaningful loss in surface quality for casting applications.
The Results: Three Numbers That Tell the Story

The finished aluminium cast part sitting inside its 3D printed PLA Pro pattern — dimensionally accurate, ready for VMC machining.
95% Reduction in Tool Breakage
The most dramatic result. Tool breakage dropped from 4–5 tools broken per job to near zero. In the worst case encountered since switching to 3D printed patterns: one tool. The root cause — dimensional inaccuracy in the pattern — was eliminated. Castings now align closely with the CAD model, and VMC operations run smoothly.
50% Lower Pattern Costs
Moving pattern production in-house eliminated outsourcing costs entirely. The cost of PLA Pro filament per pattern is a fraction of what Ganga Thermopack previously paid external pattern vendors — or spent on materials and skilled labour for in-house wooden patterns. Total pattern cost dropped by approximately 50%.
1 Person. End-to-End.
The most operationally significant change. What previously required a skilled pattern maker (or an external vendor), a casting specialist, and a VMC programmer is now managed by one designer. CAD → Print → Machining program. Fewer handoffs, fewer delays, fewer miscommunications.
The Upgrade: BX 700 to B 700 — 2× Throughput
The success of the first machine led Ganga Thermopack to invest in a second: the Go3D B 700.
The B 700 carries the same 700 × 500 × 500 mm build volume but with improved print speed. A reference part that took approximately 3 days on the BX 700 now prints in approximately 1.5 days on the B 700 — 2× throughput improvement with no change in quality.
The combination of both machines means Ganga Thermopack can now run parallel print jobs — one machine printing while the other’s output is being cast and machined.
The Production Cycle in Photos
Three real production examples from Ganga Thermopack’s workflow — each going from 3D printed pattern, to as-cast aluminium part, to VMC-machined final component:

An as-cast aluminium part produced using a 3D printed PLA Pro pattern. Note the clean, accurate cavity reproduced from the CAD design.

Close-up of a finished cast part. Dimensional accuracy from the 3D printed pattern means VMC operators have predictable machining margins, eliminating the unexpected-load events that previously caused tool breakage.

Circular patterns with internal cavities — geometries that are particularly difficult in wooden or thermocol pattern making — are produced reliably on the BX 700 / B 700.
Is This Right for Your Foundry?
The Ganga Thermopack workflow is directly applicable to any foundry that:
- Faces dimensional variation — inconsistent castings from wooden or thermocol patterns
- Suffers high tool breakage — 2 or more tools broken per job due to uncontrolled machining margins
- Experiences pattern distortion — bending or warping common in thermocol patterns
- Wants faster iterations — needs to change a dimension or add a vent/gate without building a new pattern from scratch
- Depends on external vendors — wants to bring pattern production in-house and control lead times
If any of these match your operation, the ROI calculation is straightforward: compare your monthly tool replacement cost + pattern vendor spend against the cost of a Go3D BX 700. Most foundries in Rajkot, Coimbatore, Kolhapur, and Belgaum recover the machine cost within 8–14 months.
Technical Specifications: Go3D BX 700
| Specification | Detail |
|---|---|
| Build volume | 700 × 500 × 500 mm |
| Technology | FDM / FFF |
| Compatible materials | PLA, PLA Pro, PETG, ABS, ASA, PLA-CF |
| Nozzle options | 0.4 mm, 0.6 mm, 0.8 mm |
| Manufacturer | Go3D Innovation LLP, Gandhinagar, India |
| Certification | DIPP Certified Startup, Make in India |
| Support | Pan-India, 24–48 hour response |
Talk to Go3D About Your Foundry
Go3D Innovation LLP manufactures industrial 3D printers in Gandhinagar, Gujarat. Our BX series — BX 700 and BX 1200 — is specifically designed for industrial pattern making, large-format prototyping, and production applications.
We work directly with foundries across Rajkot, Coimbatore, Kolhapur, Belgaum, Batala, and Pune — and we understand casting applications in detail.
Frequently Asked Questions
Can PLA Pro patterns withstand repeated aluminium casting?
Yes. At the print settings used by Ganga Thermopack (3 walls, 8% infill, 0.4 mm layer height), PLA Pro patterns consistently last 30–40 casting cycles before showing wear. For longer-running patterns, PETG or PLA-CF can extend this further.
Do the layer lines from 3D printing affect the cast surface finish?
At 0.4 mm layer height with a 0.6 mm nozzle, layer lines are generally not visible in the final aluminium casting surface. Ganga Thermopack’s team reports no sanding is required before use in their application. For applications requiring very fine surface finish, a light sand or coating may be applied.
What’s the minimum build volume needed for pattern making?
It depends on your largest pattern. The BX 700 (700 × 500 × 500 mm) handles most standard casting patterns. For very large patterns — e.g. washing machine body moulds — the BX 1200 (1200 × 1000 × 1200 mm) is the appropriate machine.
Can we print patterns for investment casting, not just sand casting?
Yes. For investment casting, castable PLA or wax-blend filaments are used instead of standard PLA Pro. The workflow is identical — the material burns out cleanly during the casting process.
How long does it take to train an operator?
Ganga Thermopack’s designer was operating the machine independently within 2–3 days of installation. Go3D provides full onsite training and remote support.
Do you provide support in Rajkot / Coimbatore / Kolhapur?
Yes. Go3D has a pan-India service network with a target response time of 24–48 hours for all locations.
Case study data sourced from Ganga Thermopack customer interview, March 2026. Go3D Innovation LLP, Gandhinagar, Gujarat, India.